Jetting, czyli dozowanie bezkontaktowe
Jetting, czyli dozowanie bezkontaktowe (strzelanie klejem, żywicą, uszczelniaczem) pojawił się w przemyśle elektronicznym w 1993 roku, prekursorem wprowadzenia tej technologii była firma Asymtek. Dozowanie za pomocą jettingu miało swoje początki w drukarkach atramentowych. Na początku były to głowice termiczne, które podgrzewały niewielką ilość atramentu doprowadzając ją do wrzenia. Tusz gwałtownie zwiększał swoją objętość i był wystrzeliwany z głowicy. Ograniczeniem tej technologii jest lepkość płynu, która nie może być większa niż 30 mPa·s.

Kolejnym rozwiązaniem, które pozwalało na bezkontaktowe dozowanie, były głowice piezoelektryczne. Wyposażone są one w komorę, która gwałtownie zmniejsza objętość wypychając w ten sposób materiał na zewnątrz. Zaletą ich jest szybkość działania do 20 kHz. W przemyśle elektronicznym znalazły zastosowanie przy produkcji diod OLED (głowice takie produkuje Epson i Dimatrix). Podobnie jak głowica termiczna nie może ona dozować materiałów o lepkości większej niż 30 mPa·s.
Innym rozwiązaniem typu „jet” jest zawór, w którym gwałtowne zamyka i otwiera się dyszę. Płyn jest podawany pod ciśnieniem do dyszy, zawór jest gwałtownie otwierany za pomocą elementu piezoelektrycznego. Porcja materiału zostaje wypchnięta na zewnątrz i następnie zawór jest gwałtownie zamykany.
Cały proces uzależniony jest od lepkości materiału, dawka więc zmienia się wraz z jej zmianą. Ta technologia jettingu znalazła zastosowanie w elektronice do np. nakładania klejów utwardzanych światłem UV do hermetyzacji oraz przy produkcji dysków twardych do nakładania płynów tłumiących wibracje głowic odczytujących. Zawory takie oferuje firma EFD.
Jeszcze inne rozwiązanie stosuje się przy dozowaniu pasty lutowniczej (rozwiązanie firmy Mydata). Pasta podawana jest za pomocą pompy śrubowej do komory. W komorze porusza się tłok, który jednocześnie odcina dopływ pasty jak i wypycha pastę na zewnątrz (prędkość dozowania do 500 dawek/minutę). Jest to, więc dozowanie wolumetryczne-objętościowe, za każdym razem dawka objętościowo jest taka sama bez względu na zmianę lepkości. Rozwiązanie to jest również stosowane do dozowania klejów SMA.

Z kolei firma Asymtek stosuje rozwiązanie określane jako mechaniczny „jet”, w którym materiał jest podawany pod stosunkowo niskim ciśnieniem, a wystrzelenie płynu następuje poprzez iglicę sterowaną pneumatycznie. Iglica uderzając wystrzeliwuje określoną porcję materiału. Zaletą tego rozwiązania jest to, że wytwarzane jest wysokie ciśnienie w dyszy, co umożliwia dozowanie materiałów o bardzo dużych lepkościach (do 300 000 mPa·s). Minusem tej technologii jest wielkość „kropek”, które nie są tak małe jak w przypadku głowic termicznych, czy też piezoelektrycznych. Jednakże technologia ta znalazła szerokie zastosowanie w montażu elektroniki przy operacjach typu underfilling, dozowaniu żywic, fluxu i klejów SMA. Wykorzystuje się ją też w dozowaniu ciekłych kryształów, produkcji wyświetlaczy, produkcji diod LED, dysków HDD, precyzyjnym smarowaniu i wielu innych zastosowaniach. Ta technologia jettingu jest również używana do powlekania konformalnego (conformal coating), umożliwia precyzyjne powlekania małych komponentów i trudno dostępnych obszarów. Z powodzenie może dozować lakiery do powlekania konformalnego o lepkościach do 1 000 mPa·s.
Zasada działania mechanicznego jeta
W metodzie tej materiał jest podawany pod ciśnieniem by wypełnić obszar komory płynu. Otwór jest zamknięty poprzez dociśnięcie iglicy zakończonej kulką do gniazda. Następnie unoszona jest iglica, materiał wypełnia obszar pod iglicą.
Następuje gwałtowne opuszczenie iglicy, która zbliżając się do gniazda tworzy małą komorę i z niej właśnie płyn zostaje wystrzelony na zewnątrz w postaci strumienia. Cały proces powtarza się.
Igła a jet
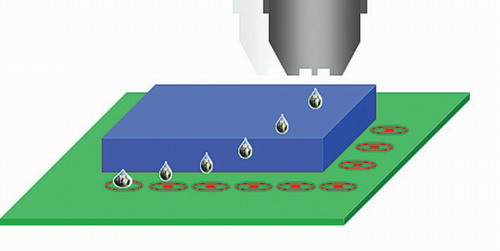
Dozowania bezkontaktowe – jetting wolny jest od nieodłącznych wad dozowania za pomocą igły. Ten proces dozowania wymaga by igła, płyn dozowany i podłoże były w kontakcie. To znaczy odległość igły od podłoża musi być na tyle mała by płyn mógł dotknąć podłoża, a powierzchnia styku z podłożem była większa niż średnica wewnętrzna igły. Jest to konieczne by płyn pozostał na podłożu i oderwał się od igły, gdy będzie się ją unosić. Konieczność oderwania strugi materiału powoduje, że igłę trzeba unosić za każdym razem, gdy dozowane są kropki. Wydłuża to oczywiście cały proces nakładania kleju, gdyż igła wykonuje szereg ruchów góra/dół. W tym systemie dozowane narażone jest na niebezpieczeństwo skrzywienia igły lub też uszkodzenia komponentu, ponieważ porusza się ona bardzo blisko komponentów, a nawet pomiędzy nimi. Aplikatory typu Jet pracują w pewnej odległości od podłoża, poruszając nad większością komponentów.
Nie jest więc konieczny ich ruch w osi Z, gdyż strzela się z pewnej wysokości. Również linie tworzone za pomocą jeta nie mają charakterystycznych dla igły zgrubień na początku i końcu linii.
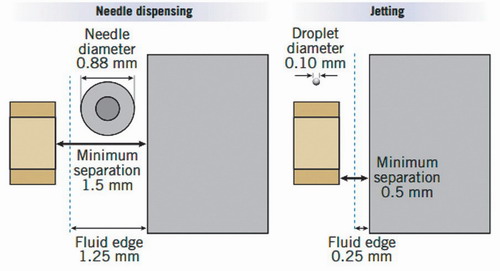
Kolejną przewagą zaworów typu Jet nad dozowaniem za pomocą igły jest możliwość dozowania pomiędzy blisko umieszczone podzespoły. Jak widać minimalna odległość pomiędzy komponentami dla jettingu może być 3 razy mniejsza. Bezpieczeństwo procesu jest również większe, bo nie trzeba „schodzić” z igłą pomiędzy elementy – strzela się z bezpiecznej wysokości.
Jet on the fly – unikatowa technologia dozowania bezkontaktowego
Kluczem do przewagi w szybkości procesu jettingu nad klasycznym dozowaniem za pomocą igły, jest metoda „jet on the fly”. W takim procesie aplikator porusza się z dużą prędkością „strzelając” materiałem. Oprogramowanie samo wylicza moment dozowania, tak aby materiał trafił dokładnie w to miejsce, które zostało wskazane. W metodzie tej system kontroluje też wielkość dawki za pomocą precyzyjnej wagi, która sprawdza masą określonej liczby kropek i wylicza ich średnią masę. Porównuje to z zadanymi parametrami i wprowadza ewentualne korekty w wielkości kropki. Istnieje też możliwość stawiania kropki na kropce, co umożliwia np. tworzenie mechanicznej struktury, która może przewodzić prąd (jak połączenie drutem). Innym pomysłem jest nakładanie past w struktury 3D, co zapewnia lepszy ich rozpływ przy dociśnięciu komponentu (brak uwięzionych bąbli powietrza).
NexJet – zmiana materiału bez czyszczenia
Kolejnym krokiem w ewolucji zaworów do jettingu jest system NexJet, zaprojektowany, aby uprościć obsługę i zminimalizować czas przestoju. Bazuje on na kartridżu Genius Jet. Jest to jedyny element systemu, który ma kontakt z płynem i wymaga czyszczenia. Każdy aplikator NexJet dostarczany jest z dwoma kartridżami, gdy jeden pracuje, drugi możemy czyścić. Czyszczenie odbywa się w specjalnym urządzeniu, które ułatwia tą operację i nie wymaga żadnych dodatkowych narzędzi i przyrządów. Nie jest wymagany jakikolwiek demontaż kartridża, po prostu wkłada się go w stację czyszczącą. To spore ułatwienie, bo zawory używane do tej pory miały od 8–14 części, które wymagały czyszczenia i sprawdzenia stopnia ich zużycia przed ponownym montażem. Kartridż Genius Jet jest szczególnie przydatny dla tych użytkowników, którzy często zmieniają płyn dozowany. Każda taka zmiana do tej pory wiązała się z demontażem i czyszczeniem zaworu, no i oczywiście przestojem. Dzięki nowemu rozwiązaniu, zmienia się tylko kartridż, drugi czyści w międzyczasie.
Przyszłość jettingu
W porównaniu do pierwszych zaworów typu „jet” obecne mogą dozować kropki niemal stukrotnie razy mniejszej objętości.
Ilość płynów, jakie można dozować zwiększyła się kilkunastokrotnie. Obecnie niemal każdy płyn używany w montażu elektroniki może być jettowany. Przyszłość przyniesie na pewno możliwość dozowania jeszcze mniejszych objętości przy większych prędkościach. Niewątpliwie zwiększy się także ilość płynów, które będzie można dozować.
Autor: Grzegorz Szypulski