
Conformal Coating – pogromić mity
Powlekanie obwodów elektronicznych jest dziś technologią omawianą i braną pod uwagę coraz częściej. Jest to związane z tym, że płytki PCB są coraz mniejsze, coraz bardziej złożone i są umieszczane w coraz to nowych miejscach, narażonych na ciężkie warunki pracy. Jak to zwykle bywa, zanim świat inżynierów zdobędzie doświadczenie w posługiwaniu się nową technologią, powstaje wiele opinii, część opartych na doświadczeniu innych a część na zwykłej dezinformacji. Oprzyjmy się na naszym 15 letnim doświadczeniu i o wiele dłuższym doświadczeniu naszych partnerów.
Po co stosować conformal coating?
Tu nie ma większych kłopotów z przekazem. Dociera do nas świadomość, że obwód elektryczny na płytce to coraz delikatniejsza konstrukcja. Ścieżki są coraz węższe, coraz ciaśniej upakowane, komponenty mniejsze i bardziej zaawansowane. Chipy mają więcej nóżek, mniejszych i oczywiście odległości między nimi są również mniejsze. Pojawiają się nowe zagrożenia: praca w zakurzonym i wilgotnym środowisku, wibracje (tak, conformal coating zabezpiecza również przed wibracjami), a konsekwencji uszkodzenia i awarie układów spowodowane przepięciami oraz zwiększone zagrożenie powstawaniem dendrytów.
Na prezentacjach pokazujemy często film nakręcony w czasie rzeczywistym, pokazujący grzebień testowy, poddany napięciu 5 V, na który spada kropla wody. Dendryty powstają natychmiast. Obserwatorzy nie chcą zazwyczaj uwierzyć, że proces ich tworzenia jest tak szybki, że film nie jest kręcony w zwolnionym tempie. Oprócz motoryzacji i zastosowań militarnych, powłoki konformalne wdarły się do zastosowań przemysłowych i domowych. Warto pamiętać, że kuchnia i łazienka to pomieszczenia z definicji mokre, narażone na dużą ilość pary wodnej w powietrzu.
Mitologia lepkości lakierów
Mitologia na rynku jest stosowana bardzo często jako narzędzie marketingowe. Mamy jednak wątpliwości, na ile powinna być dopuszczalna w technicznych opisach, nawet jeśli są to artykuły sponsorowane. Uważamy, że rzetelna informacja to jest minimum, czego oczekuje czytelnik artykułu w prasie technicznej. Lepkość jest parametrem energetycznym. Określa ilość pracy, jaka jest potrzebna do przetransportowania płynu na daną odległość i wyraża się w miarach energii, np. mPa × s. Warto pamiętać, że woda w tej mierze ma lepkość około 1 mPa × s, typowe lakiery rozpuszczalnikowe posiadają lepkość w granicach 40-80 mPa × s, a lakiery bezrozpuszczalnikowe w granicach 200 – 950 mPa × s.
W niektórych artykułach możemy spotkać jednak spotkać zdania takie jak: „Większość materiałów do pokryć, w szczególności te na bazie rozpuszczalników, ma bardzo małą lepkość. Oznacza to, że są one jeszcze bardziej ciekłe niż woda”. Jest to ewidentna bzdura, wprowadzająca inżynierów w błąd, gdyż lepkość mniejszą niż woda mają w praktyce przemysłowej głównie czyste rozpuszczalniki. Lakier, również rozpuszczalnikowy, to żywica rozpuszczona w kompozycji rozpuszczalnikowej (prawie nigdy nie jest to jeden rozpuszczalnik) i nawet jeśli ma 80% rozpuszczalnika, niekoniecznie jest bardziej „ciekły” niż woda.
Osobnym parametrem jest zdolność zwilżania powierzchni płytki i komponentów przez lakier. Tutaj producenci lakierów mają przed sobą poważne zadanie. Zwilżalność nie może być zbyt mała, gdyż lakier będzie miał tendencje do odpryskiwania i nie będzie miał dostatecznej adhezji. Zbyt duża zwilżalność może spowodować pełzanie lakieru i zanieczyszczanie obszarów, których powleczenie jest niepożądane. Współpraca technologów z dostawcą maszyny i lakieru jest bardziej niż pożądana, gdyż zmiana parametrów lepkości i zwilżania nie polega wyłącznie na dodaniu rozpuszczalnika, co spotykamy nader często w praktyce.
Połączenie lepkości i zdolności zwilżania jest ważną kompozycją cech reologicznych, ale nie są to jedyne parametry lakieru wpływające na proces powlekania konformalnego. Wiemy, że inżynierowie elektronicy są dumni, stanowią bowiem niekwestionowaną elitę techniczną. Upominamy się tylko o ich uwagę, by zechcieli zapoznać się z tym obszarem wiedzy technicznej, nie przekraczającym możliwości poznania polskiego fachowca. Ewentualnie, by zechcieli skorzystać z pomocy i konsultacji ekspertów w tym obszarze.
Grubość powłoki konformalnej
Spotykamy się w wieloma mitami na temat grubości powłoki. Wiele trudności sprawia, gdy projektant wstawia w dokumentacji tylko wzmiankę: „pokryć lakierem o grubości 300 mikrometrów”. Jest to rażące nieporozumienie. Rozumiejąc, że projektanci obwodów drukowanych są elektronikami, nie sposób upomnieć ich, że są przede wszystkim inżynierami. I obowiązuje ich świadomość technologiczności konstrukcji. Lakier jest nanoszony w stanie płynnym, co jest stwierdzeniem oczywistym, ale większość inżynierów zapomina o tej oczywistości. Lakier ma swoją reologię, nie poddaje się ludzkim życzeniom i płynie „dokąd chce”. Rozpatrzmy tylko wpływy, na jakie narażona jest powłoka w stanie ciekłym, gdyby była nałożona w sposób perfekcyjnie „konformalny”, czyli w magiczny sposób nałożono by ją całkowicie równomiernie.
Od razu można zorientować się, że powstanie kilka zjawisk:
- Lakier spłynie z pionowej powierzchni czerwonego komponentu (Rysunek 1).
- Utworzy menisk wypukły na powierzchni poziomej mniejszych komponentów (ilość lakieru musi być większa w stanie mokrym, żeby mógł wytworzyć powłokę po wyschnięciu, więc siłą rzeczy jest go „więcej” gdy jest mokry.
- Nie będzie go prawie wcale na wystających narożnikach wypukłych.
- Zwilży narożnik wklęsły przy podstawie czerwonego komponentu. Musi, jeśli jest dobrze dobrany. Chcemy przecież, żeby powlekał płytkę, więc musi mieć dobrą adhezję do powierzchni, zarówno w stanie mokrym jak i suchym.
- Powłoka na płaskiej powierzchni będzie miała równomierną grubość. Dobrze, jeśli są tam ścieżki. Jeśli nie ma ścieżek, to po co tam lakier? Będzie to tylko zbędny koszt. Lakiery są drogie. Dobre lakiery są bardzo drogie i nakłada się je grubą warstwą (są to często silikony). Ile ma kosztować powłoka?

Popatrzmy teraz na Rysunek 2.
Staramy się tu pokazać najbardziej ignorowane zagadnienie, z jakim spotykamy się prawie zawsze w praktyce produkcyjnej. Wydaje się, że na każdym kierunku inżynierskim tolerancje wymiarowe są omawiane dokładnie i wielokrotnie. Gdy jednak dochodzi do rozmów o tolerancji nanoszenia powłoki konformalnej doświadczamy twardego faktu, że najczęściej założona tolerancja wynosi… ZERO !
Innymi słowy, w ogóle nie pomyślano, że płyn nie może zatrzymać się w dowolnym miejscu. Oczywiście przy zastosowaniu precyzyjnego sposobu dozowania można nałożyć powłokę w bardzo wąskich tolerancjach. Jeśli jednak połączy się to z żądaniem wykonania powłoki o określonej grubości, zadanie jest czasem niewykonalne.

Maskowanie
I wtedy technolodzy, dziś nazywaniu inżynierami procesu (i słusznie, to bardziej zrozumiała nazwa), zaczynają stosować stary sprawdzony sposób: maskowanie. Bardzo dobry sposób, gdy chodzi o zamaskowanie obszarów przed niepożądanym lutowaniem na fali. Na ile skuteczny w technologii conformal coating?
- Maskowanie jest dodatkowym procesem, w większości zupełnie niepotrzebnym. Stanowi więc dodatkowy koszt.
- Maskowanie powleczone lakierem jest podwójnym kosztem materiałowym: z jednej strony jest to koszt materiału maskującego, z drugiej strony jest to koszt lakieru, który zostaje wyrzucony do kosza. A lakier jest drogi.
- Dodatkowo maskowanie trzeba usunąć. Jest to następna zbędna operacja i dodatkowy koszt produkcyjny.
- Maskowanie trzeba usunąć na pół-mokro – to następny argument przeciwko, gdyż jest to okazja do popełnienia następnych błędów i powstania braków.
- Maskowanie może być źle nałożone.
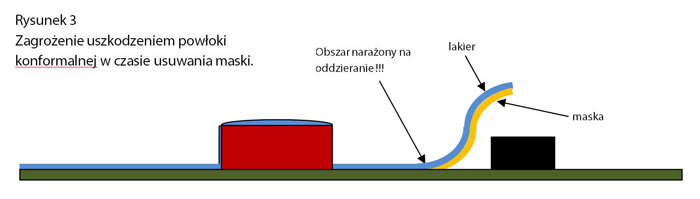
- Usuwanie maskowania może spowodować oddzieranie lakieru (Rysunek 3). Na takie obciążenia żaden lakier nie jest projektowany. Podciekająca wilgoć dokończy dzieła zniszczenia.
Jeśli uwzględnimy to, że prawdopodobieństwo powstania braków jest silnią liczby operacji, to prawdopodobieństwo powstania braku tylko przy trzech operacjach (maskowanie, lakierowanie, zdejmowanie maski) jest sześciokrotnie większe niż przy jednej operacji nakładania powłoki.
Mit precyzji
Można spotkać się z tezami, że dokładne nakładanie powłoki musi być przeprowadzane z małą prędkością. Przypomina to stary kawał, jak to mama lotnika upominała go: „Lataj synku nisko i powoli”.
Naszym zdaniem nie ma żadnego powiązania między prędkością, a precyzją. Owszem, maszyny szybsze bywają nawet bardziej precyzyjne. Wynika to z jakości napędów, ich oprogramowania, sterowania i sztywności konstrukcji.
Należy też pamiętać, że precyzja procesu powlekania i precyzja robota to nie jest to samo. Laicy często przytaczają parametry robota, porównując powtarzalność różnych modeli i kłócąc się, o ile lepszy jest robot marki X, mając powtarzalność 0,005 mm, od robota mającego powtarzalność 0,01 mm. Rzecz w tym, że powtarzalność (a więc i dokładność) robota ma mało wspólnego z precyzją procesu powlekania.
Precyzja robota jest bardziej związana z jego dynamiką, niż z powtarzalnością. Ważne jest, przy jakich prędkościach robot utrzyma stabilną prędkość, jak szybko ją osiągnie, jak będzie się rozwijało przyspieszenie, na ile zmiany przyspieszeń wpłyną na rozlewanie się płynu…
Precyzja powlekania to przede wszystkim powtarzalność parametrów przepływu materiału. Jest to związane z możliwością głębokiej recyrkulacji (czyli głębokiej do końca zaworu dozującego, nie pozostawiającej tzw. martwych objętości, nie podlegających recyrkulacji), precyzji utrzymania temperatury materiału, kontroli i utrzymania jego ciśnienia… to są dużo istotniejsze zagadnienia niż czysta mechanika.
Mit wielogłowicowości
Istnieje mitologia, podkreślająca zdolność urządzeń do obsługiwania wielu głowic. Zwłaszcza wielu głowic naraz. To ciekawe, że na pierwszy rzut oka takie podejście jest emocjonalnie atrakcyjne. Przyciąga możliwościami swojej „uniwersalności”. Po zastanowieniu się, niekoniecznie. Warto tu przypomnieć, że każdy producent deklaruje możliwość „zawieszenia” na swojej platformie każdego praktycznie zaworu. Rzecz w tym, kiedy należy myśleć o zawieszeniu dwóch czy więcej zaworów na raz? Margaret Thatcher mawiała, że „gdyby chodziła po Tamizie po wodzie, jej przeciwnicy zarzuciliby jej, że nie umie pływać”. Czasem argumenty spotykane na rynku są jakby z tej samej bajki.
Podstawowym argumentem przeciwko wielogłowicowości jest to, że gdy jedna głowica pracuje, druga… SCHNIE! I nie ma możliwości zaparkowania jej w rozpuszczalniku, bo musi jeździć z koleżanką, wiatr owiewa jej włosy… zapędziłem się w tych przenośniach*. Dość, że lakiery, aby być pod kontrolą w czasie nakładania muszą płynąć, a nie wysychać. Przerwy między brakiem pracy powinny być jak najkrótsze, najlepiej, jak są spędzane w kubeczku z rozpuszczalnikiem. Wtedy proces jest bezpieczny.
Mit rotacji 360°
Czasem podkreśla się, że jeśli głowica ma nanieść powłokę konformalną dokładnie, musi się obracać dokładnie w czwartej osi o 360°, aby dotrzeć do zakamarków płytki drukowanej. Mamy wrażenie, że stosując taką argumentację kwestionuje się inteligencję inżyniera procesu. Bowiem „zapomina się” na czas takiej argumentacji, że dozujemy tutaj płyn o niskiej lepkości, który… płynie, rozpływa się. Pochylenie głowicy o 45° stosowane przez wiodące na rynku firmy nie wynika z zaniedbania, ale z głębokiego zrozumienia procesu technologicznego. Przecież w technologii conformal coating chodzi o… polewanie! Kontrolowane, ale polewanie. I dobieranie parametrów procesu tam, gdzie są nieistotne, świadczy raczej o braku znajomości tematu, niż o jego dogłębnym poznaniu.
Obracanie głowicy o pojedyncze stopnie spowalnia proces powlekania, a więc zmniejsza wydajność, czyli… zwiększa koszt inwestycji przypadający na jeden wyrób. I nie wpływa na dokładność procesu powlekania w najmniejszym stopniu. Te argumenty powinny dać do myślenia nie tylko technologom, ale przede wszystkim kierownikom projektów, zarządzającym kosztami procesów.
Jak wykonywać powlekanie konformalne?
Jest kilka sposobów, każdy ma zalety i wady. No dobrze, niektóre mają więcej zalet niż wad.
LAKIEROWANIE ZANURZENIOWE.
Jest to proces wydajny i prosty do wdrożenia.
Powłoka jest bardzo „konformalna”, chociaż… pamiętajmy, że lakier nawet jeśli jest naniesiony na całej powierzchni podlega prawom grawitacji, czyli spływa w zakamarki i tworzy zacieki. Oczywiście, spływa również z pionowych powierzchni.
Lakierowanie zanurzeniowe wymaga bezwzględnie maskowania. W dzisiejszej płytce, pełnej elementów regulacyjnych, punktów kontrolnych, przelotek i styków jest to źródło powstawania braków, jak opisano wyżej. Oprócz tego, stosowana w dużej skali powoduje wiele odpadów lakieru i stanowi zagrożenie dla otoczenia gdy naczynie zawiera dużo rozpuszczalników (czasem są to tony wybuchowej substancji w środku hali produkcyjnej !!!).
NATRYSK – czyli SPRAY
Znowu, łatwy i przyjemny proces, ale…
Oprócz wad opisanych w lakierowaniu zanurzeniowym, dochodzi wysoka emisja części lotnych (rozpył i rozkurz), czyli problemy z BHP oraz Inspekcją Pracy.
Mała jest wydajność (właściwie: uzysk z materiału), tylko część lakieru trafia na płytkę. Zarówno przez rozproszenie materiału w powietrzu i nie trafianie na płytkę (rozpył), jak i z powodu odbijania się strugi rozpylonego lakieru od płytki i zawirowania (rozkurz). W każdym razie, nawet przy dobrej wentylacji, duża część lakieru znajduje się w innym miejscu niż na płytce: na podłodze, na maszynie, na ścianach, na butach operatora, w jego płucach… teoretycznie i zgodnie z przepisami operator powinien pracować w kapturze lakierniczym. A widzieliście Państwo operatora natryskującego płytki drukowane w kapturze lakierniczym?
MIKROSPRAY
Microspray – mikronatrysk. To próba kompromisu pomiędzy budżetem i efektywnością. Pozbawiony jest wielu, ale nie wszystkich, wad lakierowania natryskowego. W większości przypadków wymaga maskowania. Optymistyczną wiadomością jest, że przy zastosowaniu technologii LVLP (Low Volume Low Pressure), prawie cały lakier ma szansę znaleźć się na płytce drukowanej.
Metoda jest narażona na częste kopiowanie, podróbki są na porządku dziennym. Niestety, czystość procesu nie jest do końca porównywalna.

(fot. 487139_EFD-780S-spray– Mikrospray nanoszony za pomocą precyzyjnych zaworów daje transfer materiału ponad 90%, może być stosowany przy produkcji jednostkowej, mało wymagającej Wymaga maskowania, oczywiście. – Fot. Za zgodą NORDSON EFD)

(fot. 787 part– Microspray z igłą – precyzyjny na tyle, że można niektóre pojedyncze detale powlekać bez maskowania. Stosowany często do precyzyjnego nanoszenia topników, rzadziej do lakierowania) – Fot. Za zgodą NORDSON EFD
NANOSZENIE IGŁĄ – czyli KOŃCÓWKĄ DOZUJĄCĄ
Nanoszenie powłoki lakierowanej za pomocą igły jest aktem rozpaczy technologa. To ostateczność, do której dochodzi przy braku świadomości konstruktora i braku współpracy pomiędzy działami konstrukcyjnym, technologicznym, przygotowania produkcji i działem produkcji.
Dlaczego? Jest wiele powodów.
- Końcówka dozująca to wyjątkowo nieprecyzyjne narzędzie przy nakładaniu cieczy o niskiej lepkości. Trudno jest nałożyć nawet małe krople, nie mówiąc już o cienkich wstęgach.
- Końcówka dozująca MUSI się zbliżyć do powierzchni, na którą nakładamy płyn zwłaszcza wtedy, gdy chcemy go nałożyć mało. Przy dużym zagęszczeniu płytek to bardzo trudne zadanie. To zagadnienie można rozwinąć na osobny artykuł.
- Końcówka dozująca może ulec łatwemu uszkodzeniu, skrzywieniu, może też łatwo uszkodzić płytkę.
- Końcówka dozująca jest mało wydajnym narzędziem. Musi się poruszać względnie powoli (limitem jest przepływ płynu przez cienką rurkę). Mało kto wie, że opory tłoczenia przez rurkę są odwrotnie proporcjonalne do czwartej potęgi średnicy ! Oznacza to, że końcówka mająca o połowę mniejszą średnicę stawia cieczy opór 16 x większy !
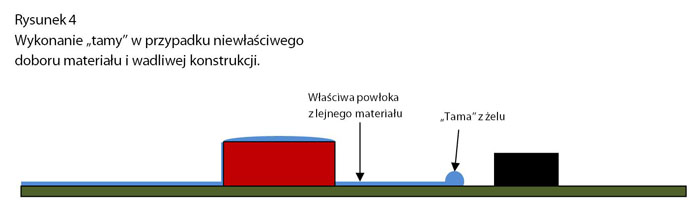
Niemniej, robienie „tam” z żelu jest w ostatnim czasie promowane przez firmy nie dysponujące zaawansowanymi technologiami. Zwracamy jednak uwagę, że dopuszczenie do tej technologii jest świadectwem zaniedbania w procesie tworzenia wyrobu. Oczywiście, zdarzają się wyjątki. Niemniej, najczęściej jest to zaniedbanie i brak świadomości technologicznej. Nanoszenie za pomocą igły ma jeszcze jedną wadę: na początku i na końcu wstęgi występuje często tzw. „głowa kobry”, czyli zgrubienie wywołane otwieraniem i zamykaniem zaworu. Trudno się go ustrzec przy dużych prędkościach pracy. Za pomocą odpowiedniego programowania możemy je prawie całkiem wyeliminować, ale zwykle dzieje się to kosztem wydajności.
NANOSZENIE KURTYNOWE
To metoda bezkontaktowa. Żaden element nie zbliża się nawet do zaworu na niebezpieczną odległość, więc zagrożenie zderzeniami jest znikome.
Kurtyna jest wydajna. Jest najszybszą i bardzo precyzyjną metodą nanoszenia powłoki konformalnej selektywnie. Nie wymaga maskowania. Może pokrywać wąskie obszary i charakteryzuje się znakomitym odcięciem brzegu lakierowanego. Oczywiście, z uwzględnieniem wspomnianego wyżej zagadnienia tolerancji. Ograniczonej wszak do rozpływności samego lakieru. Kurtynę stosuje się przy niższych lepkościach lakieru, zwykle poniżej 100 mPa x s.
Kurtyna ma małą słabość. Jej szerokość zależy od lepkości i ciśnienia materiału. Przy stałej lepkości ciśnienie jest stałe. Ale gdy lepkość się zmienia… wymaga to reakcji operatora, który zmieni ciśnienie płynu. Aby zlikwidować tę niedogodność, wiodący producent wprowadził zamkniętą pętlę sprzężenia zwrotnego. Laser kontroluje co zadany okres lub liczbę detali szerokość kurtyny. I wprowadza automatycznie korektę ciśnienia płynu, by zachować stabilność szerokości kurtyny.
Innym sposobem kontroli lepkości jest stabilizacja termiczna lakieru. Jest to metoda, która może być stosowana osobno lub w powiązaniu z zamkniętą pętlą sprzężenia zwrotnego.

NANOSZENIE SPIRALNE
Również metoda bezkontaktowa. Stosowana głównie przy nakładaniu lakierów bezrozpuszczalnikowych. Charakteryzują się one większą lepkością i dlatego nie mogą być nanoszone kurtynowo. Spirala pozwala na czyste odcięcie granic lakierowania, bez rozprysków i bez cieniowania. Podobnie jak kurtyna, wymaga kontroli ciśnienia lakieru, który jest jednak mniej wymagający przy tej metodzie nanoszenia.
Zawór V-5000 może pracować w trybie swirl, o różnej szerokości nakładania, jest to tryb bezkontaktowy.
NANOSZENIE STRUMIENIOWE
Powlekania za pomocą zaworu strumieniowego przypomina nanoszenie za pomocą igły, ale… tylko w czasie postoju zaworu. Zawór do selektywnego powlekania posiada bowiem igłę, tylko że nie dotyka ona powierzchni, operując z odległości co najmniej kilku milimetrów. Lakier nie jest wyciskany, jak przy nanoszeniu igłą, ale wyrzucany za pomocą szybkiego mechanizmu elektromagnetycznego.
Dlatego nie spotykamy się w tej metodzie ze zjawiskiem „głowy kobry”. Można więc nanosić powłoki z dużą prędkością zarówno w ograniczonych obszarach, jak i w wąskich przejściach.

Na zwrócić uwagę w technologii conformal coating?
Doradzamy, aby osoby przygotowujące się do procesu przyjrzały się przed wszystkich sposobowi, w jaki jest nakładany i kondycjonowany płyn. Kondycjonowanie polega na podjęciu działań, mających na celu stabilizację procesu, stabilizację właściwości płynu w czasie pracy. Należy pamiętać, że zmiana obszaru powlekania wywołana zmianą lepkości lakieru w czasie pracy, która z kolei jest wywołana fluktuacjami temperatury jest wielokrotnie większa niż jakiekolwiek parametry układu mechanicznego. Dotyczy to zresztą wszystkich technologii związanych z dozowaniem płynów montażowych, także klejów, żywic, past lutowniczych, masek, topników, silikonów itd.
Ważna jest metodologia, sposób podejścia do rozwiązania. Zaawansowane metody powlekania charakteryzują się przede wszystkim bezkontaktowością, która minimalizuje prawdopodobieństwo zderzenia, a więc uszkodzenia maszyny i powlekanych elementów.
Warto zwrócić na zamknięte pętle sprzężenia zwrotnego na sterowaniu parametrami płynu.
Dobrze dobrana metoda selektywnego lakierowania powinna być czysta, szybka i powtarzalna. Innymi słowy, powinna zagwarantować dużą wydajność przy minimalizacji braków i poprawek.
* Ale mamy nadzieję, że łatwiej takie przenośnie zapamiętać, niż suche dane techniczne.
Autor: Marek Bernaciak