
Co warto wiedzieć o utwardzaniu światłem UV
Co warto wiedzieć o utwardzaniu światłem UV
Utwardzanie światłem UV jako technologia, na ten moment, jest jednym z najbardziej rozwojowych kierunków w zakresie utwardzania chemii przemysłowej. W przeciwieństwie do bardziej klasycznych metod utwardzania oferuje świetne wyniki w zakresie redukcji czasu utwardzenia (od zera do pełnej twardości), redukuje zapotrzebowanie na niezwykle drogie pola odkładcze oraz zmniejsza ogólne koszty utrzymania produkcji. Tym niemniej, warto zapoznać się z podstawami w zakresie emisji światła UV, aby uniknąć niepotrzebnych błędów na etapie projektowania procesu produkcyjnego.
Utwardzanie światłem UV klejów, lakierów lub farb jest procesem skomplikowanym, a na wynik końcowy mają wpływ trzy elementy:
Wszystkie trzy elementy są współzależne i brak kompatybilności w zakresie jednego z nich będzie miał wpływ na cały proces.W naszej pracy koncentrujemy się na doborze lamp emitujących światło UV, dlatego też skupimy się na tym aspekcie.
Czym jest światło UV
Według definicji, światło ultrafioletowe to promienie elektromagnetyczne o długości fali od 100 do 450nm, niewidzialne dla ludzkiego oka. Są dłuższe od promieniowania rentgenowskiego i krótsze niż promieniowanie widzialne (granica między światłem ultrafioletowym, a światłem widzialnym jest w obszarze 400-450nm i nie jest jednoznacznie określona). Barwa fioletowa dotyczy koloru emitowanego światła. Ogólnie przyjęty podział światła UV wygląda w sposób następujący:
• VUV (ang. vacuum UV): 100 – 200nm, światło UV o najkrótszej długości fali w zakresie światła UV. Jest nieemitowalne w otoczeniu powietrza, a jedynie w otoczeniu próżni. Dlatego z punktu widzenia procesu utwardzania jest zjawiskiem pomijalnym.
• UVC – 200 – 280nm, nazywane krótkim światłem UV, ważne przy utwardzaniu powierzchniowym, determinujące teksturę powierzchni, odporność chemiczną i mechaniczną.
• UVB – 280 -315nm – długość fali towarzysząca przy utwardzaniu tuszów lub lakierów, jeśli formuła chemiczna została wyposażona w odpowiednie fotoinicjatory.
• UVA – 315 – 400nm – nazywane długim światłem UV, szeroko stosowane w przemyśle drukarskim, lakierniczym i klejowym.
Parametry światła i parametry aplikacji
Na rynku jest wiele produktów oferujących emisję światła UV w różnym zakresie. Powstaje zatem pytanie, jak można porównać poszczególne produkty między sobą? Z punktu widzenia użytkownika końcowego jest to jedno z najważniejszych pytań, na które postaramy się odpowiedzieć.
Istnieje kilka podstawowych parametrów opisujących daną lampę, z którymi warto się zapoznać:
• Długość fali emitowanego światła – w zależności od tego, co jest źródłem emisji, długość emitowanej fali może być różna. O źródłach światła UV więcej informacji znajduje się na dalszym etapie.
• Wielkość obszaru emisji – poszczególne produkty mogą się różnić między sobą w zakresie okna emisji. Im większe okno, tym więcej światła będzie trafiało na powierzchnię naświetlaną.
• Irradiancja – moc promieniowania światła na jednostkę powierzchni naświetlanej. Jednostką irradiancji jest W/cm2.
• Gęstość mocy – energia światła dostarczana na powierzchnię naświetlaną. Jednostką gęstości jest J/cm2. Nazywana czasami dozą światła.
Irradiancja i gęstość mocy są parametrami mierzonymi przez zewnętrzne urządzenia pomiarowe (radiometry).
Jednak w procesie utwardzania ważne są nie tylko wyżej opisane parametry (choć zaniedbanie w tym obszarze może nieść za sobą poważne konsekwencje). To na co musimy zwrócić uwagę, to specyficzne wymagania danej aplikacji, którą realizujemy, np. czas naświetlania czy odległość lampy od detalu.
Lampy LED czy lampy łukowe?
Emisja światła UV oraz jej charakterystyka jest zależna od tego, co jest źródłem emitowanego światła. Na rynkujest dostępnych wiele rozwiązań, jednak obecnie najczęściej spotykanymi grupami urządzeń są:
• lampy łukowe (ang. arclamps),
• lampy LED.
Lampy łukowe to rozwiązanie znane już od początku XIX w. Źródłem światła jest łuk elektryczny, który powstaje w wyniku przepływu prądu między dwiema elektrodami rozdzielonymi gazem pod ciśnieniem atmosferycznym lub zbliżonym. W praktyce, najbardziej istotną informacją na temat lamp łukowych jest rodzaj zastosowanego gazu. Najczęściej spotykanym jest neon, argon, ksenon lub rtęć.
Lampy łukowe emitują światło o bardzo szerokim spektrum długości fali. Poniższy wykres obrazuje spektrum emitowanego światła przez lampę łukową z ośrodkiem rtęciowym.
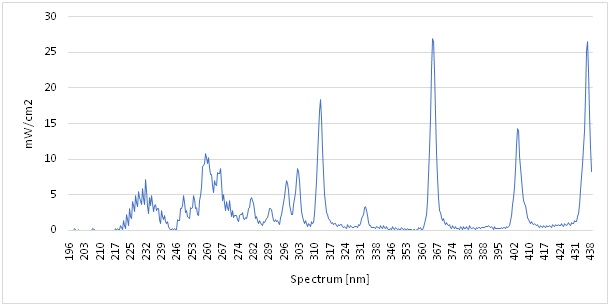
Rys. 1. Spektrum emitowanego światła UV lampy rtęciowej. Źródło własne.
Typowa moc emitowanego światła przez lampy łukowe to ok. 3 W/cm2. Warto jednak pamiętać, że żywotność lamp łukowych jest stosunkowo krótka (przykładowo, OmniCure S2000 wyposażona w lampę rtęciową ma gwarancję pracy na okres 2 000h) co wiąże się z okresowymi wymianami żarnika. Dodatkowo lampy łukowe poza emisją światła UV emitują również promieniowanie IR, które nagrzewa naświetlaną powierzchnię.
Lampy łukowe możemy przyrównać do armaty, która będzie dawała duże obrażenia obszarowe. Z kolei lampy LED są bardziej jak karabin wyborowy – pracują na bardzo konkretny efekt.
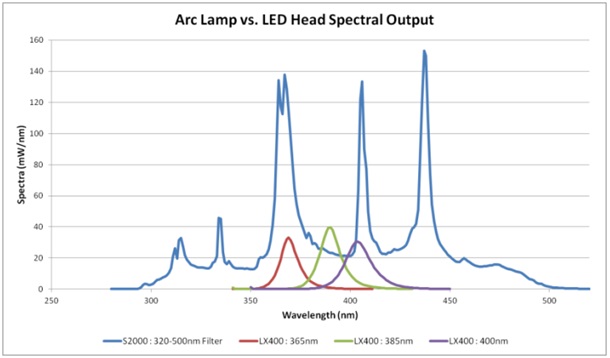
Rys. 2. Spektrum emitowanego światła UV lampy rtęciowej i lamp LED. Źródło OmniCure.
Na ten moment lampy ze źródłem LED emitują światło UV w zakresie UVA. Mówimy tutaj głównie o długościach fali 365nm i 395nm. Producenci oświetlenia nie pozostają bierni i starają się rozwijać coraz to nowe zakresy, np. 385nm i 405nm.
Przewagą lamp UV LED nad lampami łukowymi jest zdecydowanie dłuższy czas pracy (w zależności od producenta i produktu mówimy o rzędzie 20 000h) oraz większa irradiancja, sięgająca nawet kilkudziesięciu W/cm2. Jest to jednak okupione dużo wyższymi kosztami inwestycyjnymi oraz ograniczoną charakterystyką emitowanego światła.
Pomiary jakości światła
Wraz z wydłużeniem czasu użytkowania, efektywność emisji światła UV może być coraz niższa. W zależności od źródła spadek efektywności może być mniej lub bardziej widoczny. Dlatego warto prowadzić okresową kontrolę jakości emitowanego światła.
Niektórzy producenci oferują dedykowane urządzania do kontroli, np. OmniCure R2000. Na rynku są również dostępne urządzenia zewnętrznych producentów, które mogą być przydatne w codziennej pracy, jak Power Puck II.
Utwardzanie światłem UV może być bardzo dużym udoskonaleniem w procesie produkcji i montażu. Osiągnięcie zamierzonych wyników jest jak najbardziej możliwe, jeśli tylko podejdziemy do tego „z głową”. Na proces utwardzania światłem UV składa się jednak wiele parametrów, z których każdy może mieć wpływ na jego ostateczne powodzenie lub niepowodzenie. Nasi stali klienci proszą nas o poradę już na etapie projektowania procesu produkcyjnego, dzięki czemu podpowiadamy im na co zwrócić szczególną uwagę i jakich błędów mogą uniknąć.